SAND CASTING:
- Sand is used for moulds, the sand is especially prepared to contain oils that act as binders to help hold its shape while the hot metal is being cast into it.

- Complex 3-D shapes can be produced.
- Core can be used to produce hollow sections.
- It's appropriate for small runs.
- Automated processes are suitable for longer production runs.
- Due to the poor surface finish, some machining will be necessary.
- It's not as accurate as die or investment casting.
- It has a low rate of output and is therefore suitable only for small production runs.
 DIE CASTING:
DIE CASTING:
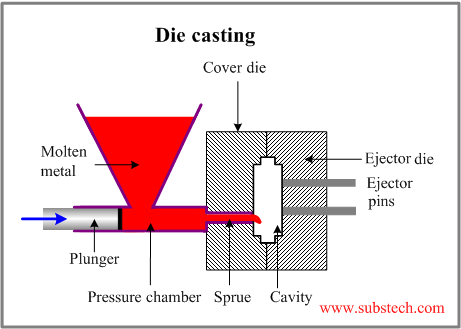
- Die casting is the term used for the processes of casting metals with a low melting point into alloy steel dies (or moulds). It is known as a permanent mould process, and the molten metal either enter the mould under the action of gravity or it is forced into the mould under pressure.
- The processes involved in die casting vary due to the amount of pressure/force applied to the molten metal as it enter the mould. In general, the higher the force applied, the quicker the process and the finer the detail being produced.
--> GRAVITY DIE CASTING:

- The molten metal is poured into the dies through runners.
- The process uses the force of gravity to ensure the molten metal reaches all parts of the metal mould.
- Gas rings around the outside of the die keep the mould heated, ensuring even cooling of the cast metal.
- Fluxes are also used to prevent oxidation of the meta as it is being cast.
INVESTMENT CASTING:
- Old process

Typical products of investment casting are:
- turbine blades for jet engines
- tools and dies for a variety of applications
- motorcycle steering head components
- valves and controls for the food industry
- Good finishes can be obtained along with a fair degree of accuracy.
- Complicated shapes that cannot be produced by other casting process can be made.
- Complicate shapes can be produced in materials that cannot be machined.
- There is no split line showing on the product.
- The cost is very high.
- The size of components is limited by weight.

No comments:
Post a Comment